




HD-2118微电脑高频逆变点焊机电池点焊机碰焊机HD-2118微电脑高频逆变点焊机电池点焊机碰焊机
|
微电脑高频逆变点焊机
欢迎您使用我公司的产品,在您使用本产品之前,请详细阅读此说明书,在使用过程中它会帮到您!
如果您所购设备出现问题,应及时电话与我们联系,了解故障情况后,我们将在
两个工作日内为您排除故障,保证您的生产正常进行!
我们的宗旨是:不断创新!品质第一!服务至上!
安 全 守 则
★ 使用本机器前请认真阅读此守则
、 请确认当地的电源电压为、 请留意机器上的警告信息。
、 该电源线插头为单相三线插头,第三端接地。如果您的插头无法插进插座,请联系电工更换原有的电源插座而不让单相三线插头的安全作用失效。
、 作为附加保护作用,不使用时请将电源关闭;停电或长时间不使用机器时,应从插座上拔下电源插头,以防止通过电源线对机器造成的电涌冲击。
、 在使用本机器之前必须对操作人员进行培训,并指定专人负责。
电源线或电源插头受损或磨破。 机器经雨淋水浇。 、 更换零件时应确保维修人员使用厂家规定的与原零件性能相同的替代元件。未被认可的替代元件有可能导致起火、电击或其它危险。
多次焊接,并且焊接效果一致。、操作设置简化:各项参数微电脑化、采用故障,方便计算单日产量。、直线轴承踏板:采用直线轴承单踏板,比双踏板更为坚固耐用,不易折断。焊接电流:焊接时间:焊接高度可调.整机重量:.外形尺寸:~
电线与导片间的连接;镍氢锂电等电池与镍片合金铝镍复合带的连接;家用电器零件及导线焊接;各类高或低导电率金属及合金等;五金配件、铜银制品、不锈钢餐具外围配件结合;电子零件连接;灯泡脚焊接、表带扣的焊接。
HD-2118 型脚踏式操作步骤:
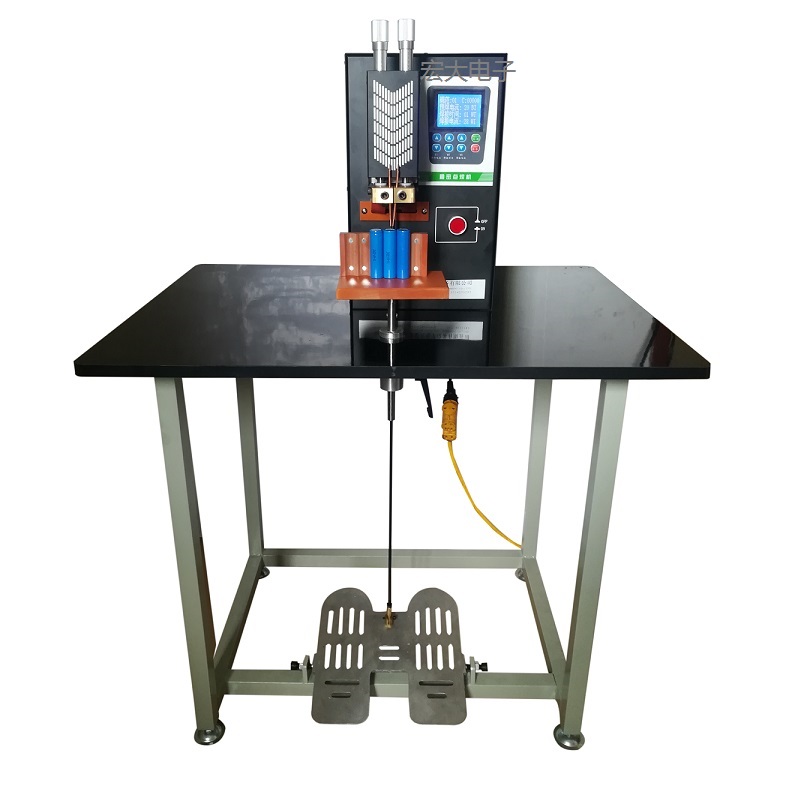 1、 脚踏杆角度及高度的调整:
先用扳手将脚踏拉杆锁紧螺丝拧松,然后调整其角度及高度(静止时角度为90°)至适当位置,最后锁紧此螺丝.
2、 焊针高度的调整:
先拧松焊针高度调整螺丝18,然后调整(或更换)焊针露出电极以下的长度(一般为20mm 左右,太长焊针容易变形),再锁紧此螺丝。
3、 电极(焊针)宽度的调整:
先用扳手拧松焊针宽度调整螺丝17,然后根据所需焊的宽度,调整两电极使两焊针至适宜距离,再锁紧此螺丝。
4、 置物台高度的调整:
首先用扳手将置物台锁紧螺丝22 拧松,然后把要碰焊的电池与焊针距离调整至适合位置(一般以4mm 为宜),再锁紧此螺丝。
5、 焊接压力的调整:
用手拧焊接压力调整螺丝14,按顺时针方向旋转则压力增大,反之则减小,根据所焊的需求调整适当的压力.
6、 检验:
检查焊针有无积碳,若有则需用锉刀或砂纸清除它;然后用右脚踩脚踏板并向下压,机头下降,目视焊针与所需焊的位置是否对准,否则需重复第3、4 步,直到焊针与所需焊的位置对确为止。
7、 接通电源:
先将插头插到220V 电源插座上,然后打开电源开关,工作指示“逆变焊机”闪烁正常,如果工作指示不闪烁,需关闭电源重新启动一次。
8、 试焊:
用脚踩脚踏板,机头下降,当焊针压到焊件后继续用力向前踩,同时两焊接开关成态,便放电焊接。根据焊接情况改变焊接电流和焊针压力直到焊接效果最佳。
9、 为了保证良好的焊接质量,必须勤于修整焊针,用小锉刀将焊针尖端锉平整光滑。
)至适当位置,锁紧此螺丝;、焊针高度的调整:先拧松焊针高度调整螺丝,然后调整或更换焊针露出电极以下的长度(一般毫米左右),再锁紧此螺丝。、焊接压力的调整:用手拧焊接压力旋钮,按顺时针方向旋转则压力增大,反之则减小,根据所焊的需求调整适当的压力。、检验:检查焊针有积碳,如有则用锉刀或砂纸打磨它,然后用右脚向下踩脚踏板,机头下降,目视焊针与所需焊的位置是否对准,否则重新调整
|