


   |
|
||||||||||||||||||
1.厚板剪板机:板厚:0.5-30mm 单件长:6000mm
2.厚板折弯机:板厚:50mm 单件长:14000mm
锆德金属是集数控切割配 料、钣金机械加工、金属加工、异形设备制造、大功率激光切割为一体的加工制造企业。
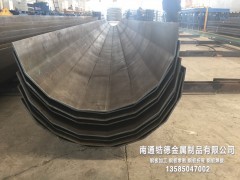
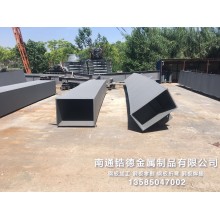
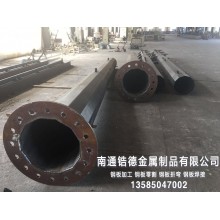
钢板折弯加工,厚板切割加工,厚板滚圆加工,厚板冲床加工,厚板数控折弯,厚板数控切割.
数控激光切割、钢板折弯剪切(4000吨×14米折弯机)、焊接加工(可探伤)、法兰加工、钢板铣边、配重块切割、异型件数控切割、不锈钢天沟、输送轨道等。客户提供图纸,我们按时交出合格的产品。
钣金加工的基本工艺流程
1.设计并绘出其钣金件的零件图,又叫三视图.其作用是用图纸方式将其钣金件的结构表达出来.
2.绘制展开图.也就是将一结构复杂的零件展开成一个平板件.
3.下料.下料的方式有很多种,主要有以下几种方式:
a.剪床下料.是利用剪床剪出展开图的外形长宽尺寸.若有冲孔、切角的,再转冲床结合模具冲孔、切角成形.
b.冲床下料.是利用冲床分一步或多步在板材上将零件展开后的平板件结构冲制成形.其优点是耗费工时短,效率高,可减少加工成本,在批量生产时经常用到.
c.NC数控下料.NC下料时首先要编写数控加工程序.就是利用编程软件,将绘制的展开图编写成NC数控加工机床可识别的程序.让其跟据这些程序一步一步的在一块铁板上,将其平板件的结构形状冲制出来.
d.激光下料.是利用激光切割方式,在一块铁板上将其平板件的结构形状切割出来.
4.翻边攻丝.翻边又叫抽孔,就是在一个较小的基孔上抽成一个稍大的孔,再在抽孔上攻丝.这样做可增加其强度,避免滑牙.一般用于板厚比较薄的钣金加工.当板厚较大时,如2.0、2.5等以上的板厚,我们便可直接攻丝,无须翻边.
5.冲床加工.一般冲床加工的有冲孔切角、冲孔落料、冲凸包、冲撕裂、抽孔等加工方式,以达到加工目的.
 公司凭借先进的设备技术力量、专业的加工能力、主 要为钢铁冶金、机械制造、汽车、船舶、矿山设备生产企业进行数控切割下料、板材加工(切割)、异形设备工程的制作与安装,兼营不锈钢 材料贸易。 我公司拥有先进的数控切割设备,可对外承接精密的金属切割业务。全自动数控加工各种型号轴承座/法兰/各种机械设备配件批量加工、半自动数控编程切割。
公司凭借先进的设备技术力量、专业的加工能力、主 要为钢铁冶金、机械制造、汽车、船舶、矿山设备生产企业进行数控切割下料、板材加工(切割)、异形设备工程的制作与安装,兼营不锈钢 材料贸易。 我公司拥有先进的数控切割设备,可对外承接精密的金属切割业务。全自动数控加工各种型号轴承座/法兰/各种机械设备配件批量加工、半自动数控编程切割。免责声明:以上信息由会员自行提供或网络采集而来,内容的真实性、准确性和合法性无法保证真实,我要外协网对此不承担任何责任。我要外协网不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由您自行协商解决。
友情提醒:本网站仅作为用户寻找交易对象,就货物和服务的交易进行协商,以及获取各类与贸易相关的服务信息的平台。为避免产生购买风险,建议您在购买相关产品前务必确认供应商资质及产品质量。过低的价格、夸张的描述、私人银行账户等都有可能是虚假信息,请采购商谨慎对待,谨防欺诈,对于任何付款行为请您慎重抉择!如您遇到欺诈等不诚信行为,请您立即与我要外协网联系,如查证属实,我要外协网会对该企业商铺做注销处理,但我要外协网不对您因此造成的损失承担责任!
联系方式:0571-89967015是处理侵权投诉的专用电话,在您的合法权益收到侵害时,您可以联系我们,我们会在3个工作日内给您答复,本站不会主动联系任何客户,如果遇到以本站名义联系您的请注意以防被骗!感谢您对我要外协网的关注与支持!





看看你的微信影响力有多大?








